| 製品名 | 車載Power Device/ IGBT |
|---|---|
| アプリケーション | Power Device/ IGBT |


世界中の各自動車メーカー様からご愛顧いただき、より優れたソリューションを提供できるよう日々技術のエボリューションを努めております。そして近年電気自動車(EV)、ハイブリッド車(HEV)といった次世代車への市場シフトが各メーカー様が進んでおり、車載向けデバイスの安全性や品質が更に注目を集めています。
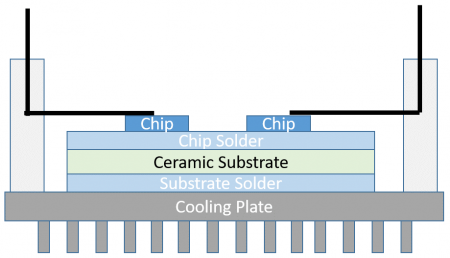
また半田不良(ボイド、クラック等)により電気伝導性、熱伝導性および製品耐久性に大きな影響を与えるため、製品の全数検査が必須とされている。
検査手法としてX線もしくは超音波による非破壊検査がよく用いられております。
・ 超音波検査については製品を水に浸すことと多少スキャン時間を要することを除けば、
検査精度・感度共に優れています。 ⇒製品紹介ページはこちら
・ アルミワイヤー検査の場合は一般的に外観検査機を用いられております。
⇒製品紹介ページはこちら
・ X線検査はサンプルの構造次第で高出力・ハイパワーのX線が必要とされる場合が
あります。
Solutions:
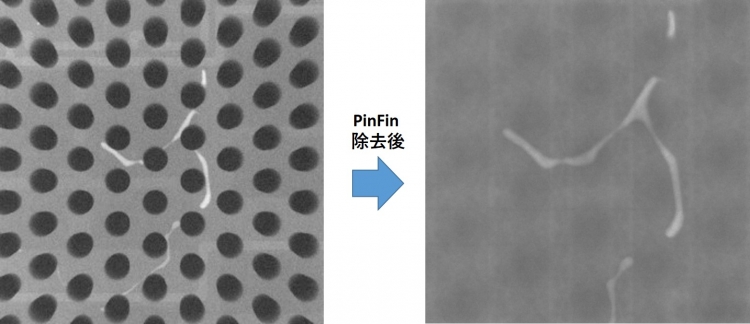
・ 2D : はんだ層分離を必要としない場合 (PinFinありの場合は透過可能なものに限る) (PinFin透過せずでも検査可能⇒高出力X線管球は必須ではない⇒運用コストを削減) PinFinを透過せずでも検査が可能であるため、150kVのX線管球でランニングコスト削減を実現。
・ 2.5D+特殊アルゴリズムA : 最大2層まではんだ層を分離することが可能
・ 2.5D+特殊アルゴリズムB : 最大3層まではんだ層を分離することが可能
・ 3Dスライス: レイヤー数制限はないが、非常に時間がかかる。また切り出し位置によりボイドの最大径を見失う場合があります。
*特殊アルゴリズムA : 僅か3,4枚程度の2.5D撮影で各層のボイドを抽出、
_____________________分離を可能とする。
*特殊アルゴリズムB : Aの上位バージョンであり、撮影枚数を増やすことにより、
_____________________最大3層まで分離可能とする。
推奨装置: